|
һ��ʲô�ǹ�⣿
���(�ེ)���ǽ��۰�����⽺���л����⽺��������֬��⽺���豸���ֹ���ʽ����װ�е���Ԫ������·�������ڣ��ڳ��»���������¹̻���Ϊ����������ȹ��Ը߷��Ӿ�Ե���ϣ��Ӷ��ﵽճ�ӡ��ܷ⡢����Ϳ����Ŀ�ġ�
����������Ҫ���ã�
������Ҫ�����ǣ�
1��ǿ�����������������ԣ���߶�������������ĵֿ�����
2������ڲ�Ԫ������·�����Ե��������������С�ͻ�����������
3������Ԫ������·��ֱ�ӱ�¶��������������ˮ���������������ܣ�
4�����ȵ��ȣ�
����3�ֹ�⽺����ȱ�㣿
1��������֬��⽺
 ������֬��⽺��ΪӲ�ԣ��̻����ʯͷ���Ӳ�����Ѳ�����������õı��ܹ��ܣ���Ҳ���ٲ���Ϊ���ԡ���ͨ��������100�����ң����¹̻���������150�����ң�Ҳ��������300�����ϵġ��й̶�����Ե����ˮ�����͡������������ܡ���ʴ�����ϻ��������ȳ�������ԡ��������л�����⽺�У���ȼ�͡������͡���ճ���͡������͵ȡ� ������֬��⽺��ΪӲ�ԣ��̻����ʯͷ���Ӳ�����Ѳ�����������õı��ܹ��ܣ���Ҳ���ٲ���Ϊ���ԡ���ͨ��������100�����ң����¹̻���������150�����ң�Ҳ��������300�����ϵġ��й̶�����Ե����ˮ�����͡������������ܡ���ʴ�����ϻ��������ȳ�������ԡ��������л�����⽺�У���ȼ�͡������͡���ճ���͡������͵ȡ�
�ŵ㣺��Ӳ�ʲ���ճ�����ã�����������������ܺ͵�����Ե�������������̻�ǰ�dz��ȶ����Զ��ֽ����ײĺͶ�ײĶ�������ĸ�������
ȱ�㣺�����ȱ仯���������ܵ����ȳ�������ײ����ѷ죬����ˮ�����ѷ������뵽����Ԫ�����ڣ�������������ҹ̻���Ϊ����Ӳ�Ƚϸ��ҽϴ࣬�������˵���Ԫ�����������������Բ�����
���÷�Χ��������֬��⽺����������Ʒ�ļ�϶�У��ʺϹ�ⳣ���������ҶԻ�����ѧ����û������Ҫ�����С�͵���Ԫ��������������Ħ�г��������LED������Դ�������������ͱ�ѹ��������������������LED��ˮ�ơ���·��ı��ܡ���Ե��������ˮ����⡣
2���л����⽺

�л�����ӹ�⽺�̻����Ϊ���ԡ��е��Կ����������������ճ�����ϲ����ɫһ�㶼���Ը�����Ҫ������������������������ɫ��˫����л����⽺����Ϊ�����ģ����ེ���������͵ĺͼӳ��Լ������ࡣһ�������͵Ķ�Ԫ�������ǻ��ĸ������ϲ�̻������л�����ӷ��Եͷ������ʣ��̻����н����������ʣ��ӳ��͵�(�ֳƹ�����)�����ʼ�С���̻������в�������ӷ��Եͷ������ʣ����Լ��ȿ��ٹ̻���
�ŵ㣺���ϻ�����ǿ���ͺ��Ժá�������������㣻��������Ŀ����ȱ仯�����͵������ܣ����ڿ���Ĺ����¶ȷ�Χ��ʹ�ã�����-60�桫200���¶ȷ�Χ�ڱ��ֵ��ԣ������ѣ��ɳ�����250��ʹ�ã����¹̻������¸��ߣ���������ĵ������ܺ;�Ե��������Ե���ܽϻ�����֬�ã�����ѹ10000V���ϡ�������Ч����ڲ�Ԫ���Լ���·֮��ľ�Ե����ߵ���Ԫ������ʹ���ȶ��ԣ��Ե���Ԫ�������κθ�ʴ�Զ��ҹ̻���Ӧ�в������κθ������������ķ����������ɿ�ݷ���Ľ��ܷ���Ԫ����ȡ��������������������ĵ������ܺ���ȼ��������Ч��ߵ���Ԫ������ɢ�������Ͱ�ȫϵ����ճ�ȵͣ��������õ������ԣ��ܹ����뵽ϸС�Ŀ�϶��Ԫ��������;�����¹̻�Ҳ�ɼ��¹̻����������Ժã�ʹ�ø�����;�̻�������С����������ķ�ˮ���ܺͿ���������
ȱ�㣺�۸�ߣ��������
���÷�Χ���ʺϹ������ڶ��ӻ����¹����ĵ���Ԫ������
�л�����ӹ�⽺���������⽺��ʲô���ƣ�
����1�������е�·���ߵ���Ԫ�������г��ڵı������Ե���ģ���װ�ã������ǼĻ��Ǹ��ӵĽṹ����״�������ṩ������Ч�ı�����
����2�������ȶ��Ľ���Ե���ܣ��Ƿ�ֹ������Ⱦ����Ч���ϣ��̻����γ������ĵ������ڽϴ���¶Ⱥ�ʪ�ȷ�Χ���������������������Ӧ����
����3���ܹ��ڸ��ֹ��������±���ԭ�е������͵�ѧ���ܣ��ܹ��ֿ������������ߵĽ��⣬�������õĻ�ѧ�ȶ��ԡ�
����4��������������������Ա�Ե���Ԫ���������������������IJ�λ����ע���µĹ�⽺��
3���۰�֬��⽺

�۰�����⽺�ֳ�PU��⽺���̻����Ϊ���ԡ��е��Կ����������������ճ���Խ��ڻ������л���֮�䣬����һ�㣬һ�㲻����100��������������ݱȽ϶࣬�������һ��Ҫ������£�ճ���Խ��ڻ������л���֮�䡣
�ŵ㣺�͵������ܺ�����������������֮����õġ�����Ӳ�ȵ͡�ǿ�����С� ���Ժá� ��ˮ�� ��ù���� ������������ԣ� �������ĵ��Ե�Ժ���ȼ�ԣ��Ե���Ԫ����ʴ,���Ը֡�����ͭ�����Ƚ���, �Լ������ϡ�ľ�ʵȲ����нϺõ�ճ���ԡ�
ȱ�㣺�������ܽϲ�̻�������治ƽ�������Խϲ���ϻ������Ϳ������߶��������������ױ�ɫ��
���÷�Χ���ʺϹ�ⷢ�������ߵ����ڵ���Ԫ������ʹ��װ�͵��Ժõĵ���Ԫ�����·��������ʴ����ʪ�ͻҳ��ȵ�Ӱ�죬�ǵ��ӡ����������ʪ������ʴ��������������ϡ�
�ġ�ѡ�ù�����ʱӦ���ǵ����⣿
1���������ܵ�Ҫ��ʹ���¶ȡ����Ƚ��������Ԫ����������Ӧ�����������ʹ�û��ǻ���ʹ�á�����״�����Ƿ�Ҫ����ȼ�͵��ȡ���ɫҪ��ȣ�
2�����գ��ֶ����Զ������»���£���ȫ�̻�ʱ�䡢��Ϻ�����ʱ��ȣ�
3���ɱ��������ϵı��ز��ܴ�����һ��Ҫ�������ʵ�ʳɱ�������Ҫ�Ŀ����ϵ��ۼۡ�
���ڹ��Ľ�ճ�����չ��ܷ����е��ȹ�⽺��ճ�ӹ�⽺����ˮ��⽺�����ղ��Ϸ����о۰�����⽺���л����⽺�ͻ�����֬��⽺������ѡ����������Ӳ������ʱ���ֶ����Թ�⡢��ˮ��Ե�����Ҫ�����µ�����ô����ʹ���л������������Ҫ���͵��¡���ô����ʹ���о۰������������û��ʲôҪ����ʹ�û���Ӳ������Ϊ����Ӳ�����л���̻�ʱ����졣
������֬��⽺��Ӧ�÷�Χ�㣬����Ҫ��ǧ�����Ʒ�ַ��ࡣ�ӹ̻������Ϸ��г��¹̻��ͼ��ȹ̻����ࣻ���Ӽ����Ϸ�˫��ֺ͵�������࣬���о��dz��¹̻�������⽺һ��Ϊ˫��ֵģ������������ڹ�������ȼ��ɹ̻������豸Ҫ�ߣ�ʹ�÷��㣬���ڵ�ȱ���ǽ�Һ�������ҵ�ȴ����Բ�����ڶ̣��ҹ̻���������Ժ͵����ܲ��Ǻܸߣ�һ������ڵ�ѹ���������Ĺ����˼��ȹ̻��ij���ʹ�á�
�塢����
����Ʒ����������Ҫ���Ʒ��ơ�Ԫ��ѡ����װ�����ù�����������أ�����Ҳ�Dz��ݺ��ӵ����ء���������г�̬��������ֹ��ա�
������֬.���ೣ�¹̻�����ϣ�һ�����ڵ�ѹ����������ó�̬�����
������֬.�������ȹ̻�����ϣ�һ�����ڸ�ѹ����������⣬�������չ��ա�
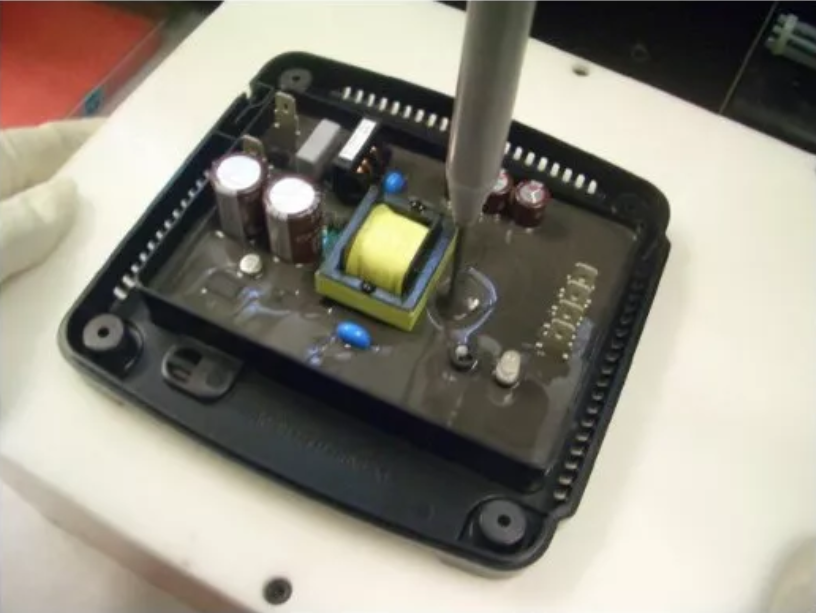
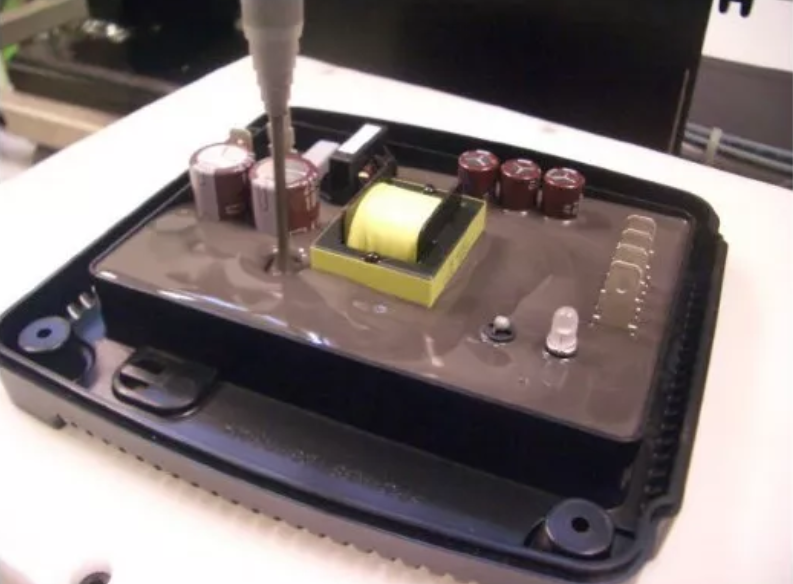
Ŀǰ���������ֹ���չ������е��չ�����ַ�ʽ������е��չ���ֿɷ�ΪA��B����Ȼ�����ݺ�����ȷֱ����ݺ��Ϲ�����������
��������������֣�
��һ�֣�����ݵ��ӹ�⽺��ֱ��ʹ�ã�����������Ҳ����ֱ�ӹ�ע��
�ڶ��֣�˫��������͵��ӹ�⽺���̻���2%-3%����������������-���������-��ע��
�����֣��ӳ��͵��ӹ�⽺���̻���1:1��10:1��
�����������£�
��1���ֹ���չ���
��2����е��չ���
1��������ȷ����A��ֺ�B���(�̻���)��
2����ϣ���ϸ���ݣ�
3�����ݣ���Ȼ���ݺ�������ݣ�
4����ע��Ӧ�ڲ���ʱ���ڽ����Ϲ�ע��Ϸ���Ӱ����ƽ��
5���̻������»����¹̻������õIJ�Ʒ���������¹̻������̺�ɽ����µ�����, ��ȫ�̻���8��24Сʱ���ļ��¶ȸߣ��̻����һЩ�������¶ȵͣ��̻�����һЩ��

��3��ע�����
a��������Ʒ�ı����ڹ��ǰ����������!
b��ע���ڳ���ǰ���� A ��B ��ݷֱ��ֽ�����ȣ�ʹ����ײ�������(������)��ɢ����Һ�С�
c����Ϳ�����뽺��ֱ�ӻ�ϣ�Ӧ��ʹ�õ�Ϳ������Ϳ�ɺ����ñ����Ϲ�⡣
d�����ϵĹ̻��ٶ����¶���һ���Ĺ�ϵ���¶ȵ̻�����һЩ��
���֮�£���е��չ�⣬�豸Ͷ�ʴ�ά�����øߣ����ڲ�Ʒ��һ���ԡ��ɿ��Եȷ������������ֹ���չ��ա����ۺ��ֹ�ⷽʽ����Ӧ�ϸ������趨�Ĺ���������������ѵõ�����IJ�Ʒ��
��������Ʒ�����ֵ����⼰ԭ�����
��1���ֲ��ŵ���ʼ��ѹ�ͣ������������ӻ�����ʾ�������ѹ����������Ħ�г�������ȸ�ѹ���Ӳ�Ʒ��������ղ���������ʱ����־ֲ��ŵ�(�绡)������������������Ϊ�����Ʒ��ѹ��Ȧ�߾���С��һ��ֻ��0.02��0.04mm�������δ����ȫ���Ѽ䣬ʹ��Ȧ�Ѽ������϶�����ڿ�϶��糣��ԶС�ڻ�������ϣ��ڽ����ѹ�����£�����������ȵ糡���������ֲ��ŵ磬ʹ�����ϻ��ֽ⣬�����Ե�ƻ���
�ӹ��սǶȷ�����������϶������������ԭ��
��1)���ʱ��նȲ����ߣ������δ����ȫ�ų���ʹ��������ȫ������
��2)���ǰ��ˮ���ƷԤ���¶Ȳ������Ȳ���Ѹ�ٽ��ͣ�Ӱ������� �����ֹ������Ȼ�����ݺ���չ��գ����ϻ�������¶ȸߡ���ҵʱ�䳤�����������ڣ��Լ������Ʒδ��ʱ������ȹ̻��������������������Ӱ�����Ȧ�Ľ�������ǰ���й�ר�ҽ��ܣ��ȹ̻����������ϸ������ʼ�¶�Խ�ߣ���ԽС����ʱ���ӳ���������ҲԽѸ�١����Ϊʹ���϶���Ȧ�����õĽ����ԣ�������Ӧע�����¼��㣺
1)����ϸ�����Ӧ�����ڸ������¶ȷ�Χ�ڣ�������������ʹ����ϡ�
2)���ǰ����ƷҪ���ȵ��涨�¶ȣ�������Ӧ��ʱ������ȹ̻�����
3)�����ն�Ҫ���ϼ����淶Ҫ��
��2�������������ס��ֲ����ݡ����ѹ�����ڼ��ȹ̻������У��������������������Һ̬����̬�������еĻ�ѧ�����ͽ��¹����е�������������һ���������̻������еĻ�ѧ�仯���������������̣��ӹ�����Ȼ�ѧ������Ӧ��ʼ������״�ṹ�����γɽβ��������������dz�֮Ϊ����Ԥ�̻�����������������ȫ�̻��β������������dz�֮Ϊ��̻����������������̵��������Dz�һ���ġ�ǰ����Һ̬ת�����״�ṹ�����У�����״̬����ͻ�䣬��Ӧ�������������ں��ߣ����������Ҳ���ں��ߡ�����Ԥ�̻���(75��/3h)��������ʧ���ں�̻���(110��/3h)�����ȷ������Ҳ֤����㣬������750��/3h��������̻���Ϊ53%��
�����ǶԹ���Ʒ�IJ�ȡһ�θ��¹̻�����̻������е������ι��ڽӽ�������Ԥ�̻��ͺ�̻�����ͬʱ��ɣ��ⲻ����������ߵķ��ȷ壬��Ԫ��������ʹ�������������Ӧ������ɲ�Ʒ�ڲ�����۵�ȱ��Ϊ������õIJ�Ʒ�����DZ����ڹ�����䷽��ƺ̻������ƶ�ʱ���ص��ע����ϵĹ̻��ٶ�(��A��B����������ʱ��)��̻�������ƥ�����⡣ͨ�����õķ����ǣ����չ���ϵ����ʡ���;����ͬ�����ֶι̻��Ĺ��ա���ר�ҽ��ܣ���ɫ���ӻ������ѹ����ⰴ��ͬ�����ֶι̻���̼���Ʒ�ڲ��������ߡ�������Ԥ�̻������ι���Ϲ̻���Ӧ�������У���Ӧ�����ͷţ����������Ӻ��������ƽ�����С��˽����ϴ�����̬���������������ΪҺ���½���ֱ������������ȫ�����ý����������Ӧ����������Ԥ�̻�����̻��Σ�����ҲӦƽ�����̻���ϣ�����Ӧ������豸ͬ���������£������١����ڲ�Ʒ��Ӧ���ֲ�״�����ɱ����Ʒ����������ס�����������������
�Թ���Ϲ̻��������ƶ�����Ҫ���չ���Ʒ�ڷ���Ԫ�����Ų��������̶ȼ���Ʒ��С����״����ֻ������ȡ��Ե�ֻ������ϴ������Ԫ�����ٵģ��ʵ��ؽ�������Ԥ�̻��¶Ȳ��ӳ�ʱ������ȫ��Ҫ�ġ�
(3)�̻�����治����ֲ����̻���Щ����Ҳ����̻�������ء���Ҫԭ���ǣ�
1)��������װ��ʧ�顢������Ա����ʧ��
2)A��ֳ�ʱ���ų��ֳ�������ǰδ�ܳ�ֽ�����ȣ������֬�̻���ʵ�ʱ���ʧ����
3)B��ֳ�ʱ�䳨�ڴ�š���ʪʧЧ��
4)�߳�ʪ���ڹ���δ��ʱ����̻��������������ʪ��
��֮��Ҫ���һ�����õĹ���Ʒ����⼰�̻����յ�ȷ��һ��ֵ�ø߶����ӵ����⡣
���ӹེ��������
1�����ӹ�⽺�ж����̻���ν����
�轺�ж�һ�㷢���ڼӳ��͵��ӹ�⽺�ϣ��ж���轺����ֲ��̻�����������ʹ�üӳ���⽺ʱӦ�����뺬�ס������л�������Ӵ�������ӳ��轺ͬʱʹ�þ۰�����������֬�������;�֬���������������Ȳ�Ʒ����ֹ�����ж����̻�����
2����С��ճ���ĵ��ӹ�⽺��ʲô������ϴ�ɾ���
���õĹ轺��ϴ����Ҫ�оƾ�����ͪ���Ƶȵȣ��ǵ�����ʱ��Ҫϡ��Ϳ��
3��������ӹ�⽺�ɲ�����ô�죿
���ڶ������ºܵͣ���ɵ��ӹ�⽺�ڻ�Ϻ�̻�����������ʱ�䲻�̻����������ǿ�����߹̻����¶ȣ����Խ���ý��IJ�Ʒ����25�������̻���
������֬����ϼ��乤�պͳ�������
1���ڵ��ӷ�װ���������������ֹ������ش�ı�
��һ�α�������20����70���ǰ���ڣ�������������Ų���ʽ��װ����(��DIP)���ɵ��ı߱�ƽ��װ�ı�����װ����(��QFP)���ڶ���ת�䷢����20����90������ڣ����־�Ǻ������У�BGA�ͷ�װ�ij��֣���˶�Ӧ�ı�����װ������뵼�弯�ɵ�·����һ�����21���͡����ż����ķ�չ�������������µķ�װ�����ͷ�װ��ʽ����оƬֱ��ճ�ӡ����ʽ���Ϻ�������(CD-PBGA)����װƬ���Ϻ�������(Fc-PBGA)��оƬ�ߴ��װ(CSP)�Լ���оƬ���(MCM)�ȣ�����Щ��װ�У����൱һ����ʹ����Һ�廷�����Ϸ�װ��������⣬���ǽ�Һ̬������֬�������û�е���ֹ���ʽ����װ�е���Ԫ������·�������ڣ��ڳ��»���������¹̻���Ϊ�����������ͬ�Ը߷��Ӿ�Ե���ϡ�
2����Ʒ����Ҫ��
�����Ӧ�������»���Ҫ��:���ܺã������ڳ����ʺϴ������Զ���������ҵ����С��������ǿ���ɳ���Ԫ�����䣻�ڹ��̻������У������ȷ�����ֳ���С�����ֲ㣻�̻����ȷ�ͣ��̻�����С���̻���������ܺ���ѧ�������죬�����Ժã��Զ��ֲ��������õ�ճ���ԣ���ˮ�Ժ�������ϵ��С����ijЩ���ϻ�Ҫ�����Ͼ�����ȼ���ͺ��ȡ��ߵ��½�������ܡ�
�ھ���İ뵼���װ�У����ڲ���Ҫ��оƬ������ֱ�ӽӴ�������������Ҫ���⣬��Ҫ���Ʒ���������оƬװƬ������ͬ�Ĵ��ȡ��ڵ�װоƬ�Ĺ���У�����оƬ������ļ�϶��С��Ҫ�����ϵ��ȼ��͡�Ϊ�˼���оƬ���װ���ϼ������Ӧ������װ���ϵ�ģ������̫�ߡ�����Ϊ�˷�ֹ���洦ˮ��������װ������оƬ������֮��Ӧ���кܺõ�ճ�����ܡ�
3������ϵ���Ҫ��ݼ�����
����ϵ�������ǿ�����������������ԣ���߶�����������ĵֿ���������ڲ�Ԫ������·���Ե������������С�ͻ���������������Ԫ������·ֱ�ӱ�¶�����������ķ�ˮ���������ܡ�
������֬�������һ����ֵĸ�����ϵ����֬���̻��������ͼ�����������ɣ����ڸ���ϵ���ȡ���Ӧ���ԡ�ʹ���ڡ��������ȶ���Ҫ���䷽�����ա������ߴ�ṹ�ȷ�����ȫ�����ƣ������ۺ�ƽ�⡣
3.1 ������֬
������֬�����һ����õͷ���Һ̬˫��A�ͻ�����֬��������֬�Ƚ�С������ֵ�ߡ����õ���E-54��E-51��E-44��E-42���ڵ�װоƬ�����Ĺ���У�����оƬ�����֮��ļ�϶��С�����Ҫ��Һ���װ�ϵ��ȼ��͡��ʵ���ʹ��˫��A�ͻ�����֬���������ƷҪ��Ϊ�˽��Ͳ�Ʒ�ȣ��ﵽ��Ʒ����Ҫ�����ǿ��Բ��������֬��������ȵ͵�˫��F�ͻ�����֬����ˮ����������֬�Լ����нϸ����ȡ����Ե�Ժ��ͺ��Ե���֬���廷��������У���֬���廷�����ﱾ�������л���ϡ�ͼ������á�
3.2 �̻���
�̻����ǻ���������䷽�е���Ҫ�ɷ֣��̻������ܴܺ�̶�ȡ���ڹ̻����Ľṹ��
(1)���¹̻�һ�����֬�����Ԫ�����̻�����������̻������Դ̼���ǿ�����ȼ��ң��̻���ʹ�ù�������������ˣ���Ҫ�Զ�Ԫ�����и��ԣ������ö��߰������ϵĻ����⣬�����뻷�����ϳ�Ϊ����������������ϩ��ϳ�Ϊ���һ������ۺϸ��ԣ���ʹ�̻����ﵽ���ȡ��Ͷ������۵㡢���¹̻�����һ�����Ե��ۺϸ���Ч����
(2)������̻�����˫��ּ��ȹ̻��������������Ҫ�Ĺ̻��������õĹ̻�����Һ��������ڱ�����������Һ��������ڱ����������������ڱ�����
���������ɵϿ������ȡ�����̻�����С��������������ڹ�����䷽���̻���ϡ��˫�����ã��̻����Ȼ��ͣ��̻����ۺ��������졣
3.3�̻��ٽ���
˫��ֻ���һ��������ϣ�һ��Ҫ��140�����ҳ�ʱ����Ȳ��ܹ̻��������Ĺ̻����������������Դ�˷ѣ����Ҷ������������е�Ԫ�����Ǽ���������Գ��ܵġ��䷽�м���ٽ�����������Ч���̻��¶ȡ����̹̻�ʱ�䡣���õĴٽ�����:���������DMP-30���尷�ࡣҲ��ʹ����������������Ľ����Σ���2-�һ�-4-������2-������ȡ�
3.4ż����
Ϊ�����Ӷ�������ͻ�����֮֬��������ԣ���������ż������ż�������Ը��Ʋ��ϵ�ճ���Ժͷ����ԡ������ڻ�����֬�ij��ù���ż��������ˮ����������������������(KH-560)���������������������顢��-�ȴ����������������顢��-�ϻ����������������顢�����������������顢����ϩ����������������������ȡ�
3.5 ����ϡ�ͼ�
����ʹ�û�����֬�����������Ϻ��������������ڲ��������ݣ��������һ������ϡ�ͼ����������������Ժ����ԣ����ӳ�ʹ���ڣ�ϡ�ͼ��л��Ժͷǻ���֮�֡��ǻ���ϡ�ͼ�������̻���Ӧ�����������࣬����ɲ�Ʒ��������ߣ����Ͳ�Ʒ��ѧ���ܼ��ȱ��Ρ�����ϡ�ͼ�����̻���Ӧ�����˷�Ӧ���ճ�ԣ��Թ̻�������Ӱ���С���������ѡ�õľ��ǻ���ϡ�ͼ������õ��У���������ˮ�����ѡ�ϩ������ˮ�����ѡ����һ�������ˮ�����ѡ�������ˮ�����ѡ�
3.6 ����
����������ϵļ�����������֬��Ʒ��ijЩ�������ܺͽ��ͳɱ������Ե����á��������Ӳ����ܽ��ͳɱ������ܽ��̻����������ϵ�����������Լ������ȵ��ʡ��ڻ���������г��õ������ж������衢�������������衢������Ȳ��ϡ����������ַ�Ϊ�ᾧ�͡����ڽ��ͺ����ζ������衣�ڵ��ӷ�װ�ù�����У����ڲ�ƷҪ����ѡ�������ζ������衣
3.7 ���ݼ�
Ϊ�˽��Һ���װ�Ϲ̻�������������ݵ����⣬�ɼ������ݼ������õ����黯�������黯����
3.8 ���ͼ�
���ͼ��ڹ������������Ҫ���ã�������֬����������Ҫͨ�������ͼ������ܼ������Ľ������ԣ����ͼ��л��ԺͶ������֣��������ͼ��ܺͻ�����֬һ��μӷ�Ӧ�����ӷ�Ӧ���ճ�ԣ��Ӷ����ӹ̻�������ԡ�һ��ѡ����ȼ�Һ�嶡��������ϵ���γ����͵�"�����ṹ"�����Ӳ��ϵij���ͶȺ����ȳ�����ܡ�
3.9 �������
Ϊ��������ض��ļ���������Ҫ�������䷽�м���������֡�����ȼ������߲��ϵĹ����ԣ���ɫ������������Ʒ���Ҫ��ȡ�
4������
������֬����г�̬��������ֹ��ա�ͼ1Ϊ�ֹ���չ������̡�
5���������⼰�������
5.1 �ŵ硢������������
���ڹ��ղ����������ڹ���ʱ������ŵ硢������������������Ϊ�����Ʒ��ѹ��Ȧ�߾���С(һ��ֻ��0��02mm��0��04mm)�������δ����ȫ���Ѽ䣬�����Ȧ���ʴ�����϶�����ڿ�϶��糣��ԶС�ڻ�������ϣ��ڽ����ѹ�����»���������ȵ糡������ֲ��ŵ磬ʹ�����ϻ��ֽ���ɾ�Ե�ƻ����ӹ��սǶ�������������϶��������ԭ��
(1)���ʱ��նȲ����ߣ����ʿ���δ����ȫ�ų���ʹ��������ȫ������
(2)���ǰ��ƷԤ���¶Ȳ����������Ʒ�����Ȳ���Ѹ�ٽ��ͣ�Ӱ������������ֹ������Ȼ�����ݺ���չ��գ����ϻ�������¶ȸߡ���ҵʱ�䳤�������������Լ������Ʒδ��ʱ������ȹ̻��������������������Ӱ�����Ȧ�Ľ�������ͬ�Ի��������ϸ������ʼ�¶�Խ����ԽС����ʱ���ӳ�������ҲԽѸ�١���ˣ�Ϊʹ���϶���Ȧ�����õĽ����ԣ�������Ӧע����������ϸ�����Ӧ�����ں��ʵ��¶ȷ�Χ�ڣ�������������ʹ����ϡ����ǰ��ƷҪ���ȵ��涨�¶ȣ�������Ӧ��ʱ������ȹ̻��������ն�Ҫ���ϼ����淶Ҫ��
5.2 �����������ס��ֲ����ݡ�����
������ڼ��ȹ̻������л����������������Һ̬����̬�������еĻ�ѧ�����ͽ��¹����е������������̻������еĻ�ѧ�仯���������������̣��ӹ�����Ȼ�ѧ������Ӧ��ʼ������״�ṹ�����γɽβ�������������֮Ϊ����Ԥ�̻�����������������ȫ�̻��β������������dz�֮Ϊ��̻����������������̵��������Dz�һ���ģ�ǰ����Һ̬ת�����״�ṹ����������״̬����ͻ�䣬��Ӧ�������������ں��ߣ����������Ҳ���ں��ߡ������Ʒ��ȡһ�θ��¹̻�����̻������е������ι��ڽӽ�������Ԥ�̻��ͺ�̻�����ͬʱ��ɣ��ⲻ����������ߵķ��ȷ塢��Ԫ��������ʹ�������������Ӧ����ɲ�Ʒ�ڲ�����۵�ȱ��Ϊ������õ���Ʒ�������ڹ�����䷽��ƺ̻������ƶ�ʱ���ص��ע����ϵĹ̻��ٶ���̻�������ƥ�����⡣ͨ�����õķ��������չ���ϵ����ʡ���;����ͬ�����ֶι̻�����Ԥ�̻������ι���Ϲ̻���Ӧ�������С���Ӧ�����ͷţ����������Ӻ��������ƽ�����С��˽����ϴ�����̬���������������ΪҺ���½�ֱ�����̣�����ȫ�����ý����������Ӧ����������Ԥ�̻�����̻�������Ӧƽ�����̻���Ϲ���Ӧ������豸ͬ���������£������١����ڲ�Ʒ��Ӧ���ֲ�״�����ɱ����Ʒ����������ס����������������Թ���Ϲ̻��������ƶ�����Ҫ���չ��������Ԫ�����Ų��������̶ȼ���Ʒ��С����״����ֻ������ȡ��Ե�ֻ������ϴ������Ԫ�����ٵģ��ʵ��ؽ�������Ԥ�̻��¶Ȳ��ӳ�ʱ������ȫ��Ҫ�ġ� 5.3 �̻�����治����ֲ����̻�
�̻�����治����ֲ����̻�������Ҳ����̻�������ء��й�������֬��ҵЭ��ר�ұ�ʾ������Ҫԭ���Ǽ�������װ��ʧ�顢������Ա����ʧ��A��ֳ�ʱ���ų��ֳ�������ǰδ�ܳ�ֽ�����ȣ������֬�̻���ʵ�ʱ���ʧ����B��ֳ�ʱ�䳨�ڴ�ţ���ʪʧЧ���߳�ʪ���ڹ���δ��ʱ����̻��������������ʪ����֮��Ҫ���һ�����õĹ�⼰�̻����յ�ȷ��һ��ֵ�ø߶����ӵ����⡣
�ߡ���⽺ʩ������
1.�ѷ��ע
��鲢��ע�ѷ������ �Լ��ѷ�ij��ȣ����ȣ���ȡ����ᴩ��©ˮ������Ա��ڴ����������ѷ���ȿ��ö��������������ѷ����Ⱥ�������ó�����ѹ�������ȡ���ȷ�����顣
2.���洦��
�Խ�С�Ļ��������������ṹ���ѷ죬�ø�˿ˢ�ȹ��ߣ�����������ѷ죬����Ļҳ���������ɢ�������ˢ�����ɣ��þƾ����ͪ��ԭ������2��3����Χ���øɾ�
3.Ԥ��ע����
���ѷ�Ľ��������ѷ�Ͽ������ѷ�˲��������ùེ�죬�ེ��ļ������ѷ��С�����ṹ��ʽ������һ����0.3~0.5mmʱ�ེ����Ϊ30~50cm����һ���ѷ��ϱ��������н����������ڡ��ེ��������÷�ڽ�ճ����Ԥ��λ�ã�Ҳ���ڷ��ʱһͬճ����Ӧ�ر�ע���ֹ�����ེ�졣
4.��콺���
��������ĺû�ֱ��Ӱ��ེЧ����������Ӧ�ر��������ӡ��ѷ�ķ�հ��Ƽ��佺������ȡ�������ڽ������ͻҵ����ѷ�����Ϳ�κ����ͿĨһ���Լ1~2mm����2~3cm�Ľ��࣬ע���ֹС���ݼ��ܷⲻ�ϡ�
5.������
һ������£���ʹ�÷�ڽ�����1~2�켴�ɽ�����©���飬�����ѷ���ܷ�Ч������ͨ���������ѹ������������©ʵ�飬�����ѷ�Ϳˢһ�����ˮ�ӹེ�촵��ѹ��������ѹ����ེѹ����ͬ����©���������з�գ�����ѹ��ˮ������©���飬������Ϻ�Ӧ��ѹ������������ˮ���������㹻��ʱ�����ѷ�������Ҫ �����������ӵ��ѷ죬���������©���飬��ȷ��ע��Ч����
6 ���ƹ�⽺
�����ѷ��ע��ҺǰӦ���ס��ң�A/B)����ֳ��ҡ�ȣ����ݹ��ƵĹེ�����Ƽ��佺��ȷ��������֣�����Ͼ��ȡ��ӽ�Һ��Ͽ�ʼ��ע������Ӧ�ڽ�Һ����������ɣ�25��CʱԼΪ60���ӣ�
7.��ѹ���ٹེ
ע������Ӧʹ��ר�õ�ע�����ߡ�ע��ǰ��Ӧ��ѹ���������촵�����ﵽ��ˮ����״̬�������ѷ������С���ɲ��õ��ེ�����Ⱥ�ེ����һ���ѷ��ϵĹེ����dz������µ��ϣ���һ�˵�����һ�ˡ��ེѹ��������0.2MPa,�ڱ�֤�ེ˳��������£����ýϵ͵Ĺེѹ���ͽϳ��Ĺེʱ�䣬���Ի�ø��õĹེЧ���������һ�������ڳ����ҳ������ʱ����ȶ����ٱ���ѹע10�������Ҽ���ֹͣ�ེ�������·����ע���ֹ������
8.��Һ�̻�
������⽺һ��������������5��C���ϵĻ����й̻�������̻�ʱ���ӻ����¶ȶ�����һ�������25��C���¹̻�2~3�켴�ɡ�
9���ེЧ������
�ེ������Ӧ����ེЧ�������������в���ʵ�Ȳ��ϸ������Ӧ���в�ע���ེЧ��һ��ɲ���ѹˮ��飨���ܲ��ԣ������ѷ�϶ࡢ�ེ�����ϲ�IJ�λ���ü��ף�ˮѹֵһ���ڹེѹ����70~80%����������ˮ����©������Ϊ�ϸԴ�����������ѡ���ʵ���λ������оȡ����飬���ɽ�о���ӹ����Լ�������ѧ�������顣
�ˡ�˫��ݹེ���հ���


��Ҫ��ˮ����������·��

�ེ����1�������ڿտ��������⽺

�տ��ӹ�������֮һ

�ེ����2������·��ѹ���ý��ĺ�����

�ེ����3����ѹ����·���ĺ��Ӽ����ེ

����ˮ�����ƽ
��������ེ
��������

��ɹེ
�š�PCBA�ེ�����ַ���
1�����Զ��ེ��

�ڸ���Ʒ�ེʱ��������ˮ���ԣ��˹�����Ʒ�������ͷ�·������������أ��������Զ��ེ���ེ����Զ�ֹͣ��Ȼ�������Ա�ٽ���ý��IJ�Ʒ�ŵ���ˮ���ϼ��ɣ����Զ��ེ���ʺ��ڸ���PCBA��Ʒ�����۴�С��
2���Զ��ེ��

�������С��Ʒ�Ӷ࣬�ེ��ʽҲ�ܼ�����Ʒ����һ���ξ��У�Ȼ���ξ߷ŵ��ེ����̨���ϣ���һ�������������㿪ʼ�ེ�������йེ���֮���Զ�ֹͣ��Ȼ�������Ա���ξߴ�̨����ȡ�£�Ȼ�������һ��װ�ò�Ʒ���ξߣ������������Դ�ѭ����������ԱҪ���ľ��Ƿ��ξߣ���������ť��
3��ȫ�Զ��ེ��

��װ�в�Ʒ���ξ߷ŵ��������ϣ������Զ��ེ���Զ����ϵ������¯����ʡ�˹�����Ч��ת�� ���Ͼ����Զ��ེ��3�ַ������Զ��ེ�豸��ʹ�ÿ��Ը��õĽ�ʡ�˹����������Ч�ʡ�
��Դ��ͼ���ۺ�����������
|


